Quick Answer
Detachable modular iPad cases are not the same as standard magnetic folios. They are two-component engineered systems consisting of a protective shell and a removable folio module that must maintain consistent alignment, attachment stability, and user-controlled detachment under repeated real-world use.
For OEM and ODM buyers, product success depends less on magnet strength alone and more on system-level engineering control. A reliable detachable modular iPad case requires coupling-plane flatness stability, vertical pull-force calibration, lateral shear resistance, shell-folio pairing consistency, magnet-depth tolerance management, detached-mode structural validation, and batch-level modular QC.
Unlike traditional folio cases, modular systems behave as dynamic mechanical interfaces, not static closures.
This guide focuses specifically on manufacturing detachable modular iPad cases. For broader topics such as general leather iPad case sourcing, magnetic folio engineering, magnetic closure failure, Apple Pencil charging interference, and leather tablet case manufacturing, see Pellove’s related guides:
- Leather iPad Case Manufacturer Guide
- Magnetic iPad Case Manufacturing Guide
- Why Magnetic iPad Cases Are Not Closing Properly
- Why Leather iPad Cases Affect Apple Pencil Charging Performance
- Leather Tablet Case Manufacturer Guide

Exploded view of detachable modular iPad case shell and folio system
Why Detachable Modular Systems Are Structurally Different
Most standard iPad cases are designed around a single integrated structure. A folio case opens, closes, folds into stand mode, and protects the device as one connected product.
A detachable modular iPad case is different. It introduces a second independent component. The protective shell must work alone, the folio module must work as a removable cover and stand, and both parts must reconnect accurately every time the user attaches them.
This changes the engineering challenge completely.
| Dimension | Standard Folio Case | Detachable Modular Case |
|---|---|---|
| System type | Single integrated structure | Dual-component system |
| User behavior | Open, close, fold | Attach, detach, reattach, carry separately |
| Engineering focus | Closure stability | Interface stability |
| Main failure mode | Cover lift or weak closure | Shell misalignment, sliding, pair mismatch |
| QC unit | Single product | Paired shell-folio system |
| Manufacturing difficulty | Medium | High |
The key engineering shift is from static retention to dynamic coupling behavior. A standard magnetic folio mainly needs to close correctly. A detachable modular system must repeatedly attach, detach, resist sliding, hold alignment, and still feel smooth and controlled to the user.
For premium brands, this difference matters. A detachable modular case may look attractive in a sample photo, but if the shell shifts after two days of use or feels inconsistent across production batches, the product will not meet premium expectations.
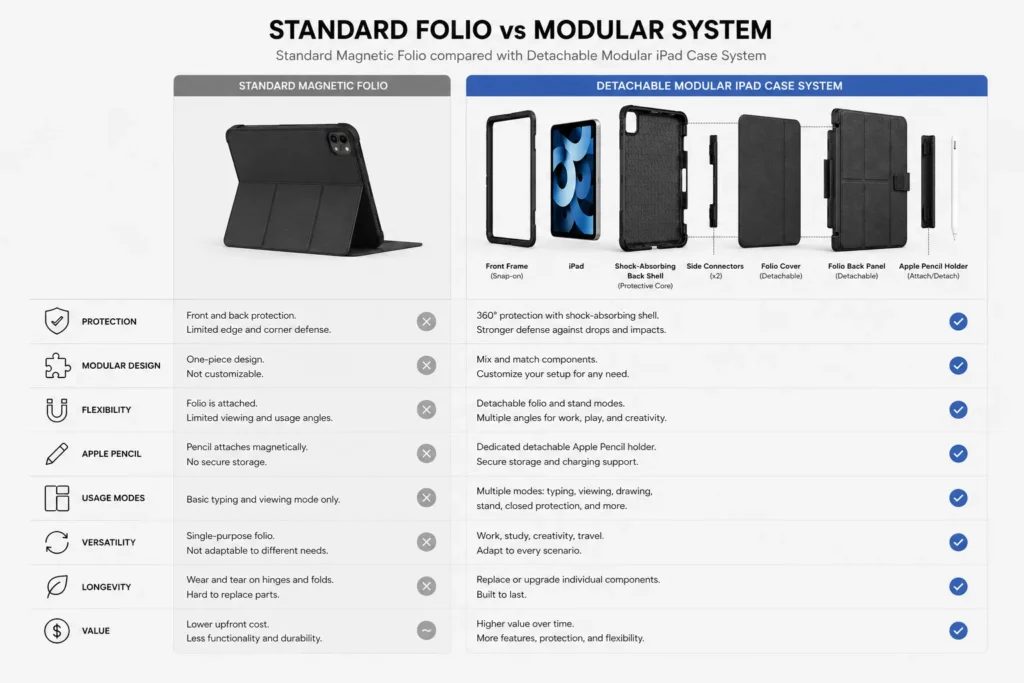
Standard magnetic folio compared with detachable modular iPad case system
What Is a Detachable Modular iPad Case?
A detachable modular iPad case consists of three engineered subsystems: the protective shell, the folio module, and the coupling interface.
Each subsystem has a separate role, but the final product succeeds only when all three work together as one controlled modular system.
| Subsystem | Main Function | Engineering Priority |
|---|---|---|
| Protective shell | Holds and protects the iPad during standalone use | Rigidity, flatness, edge protection, precise device fit |
| Folio module | Provides cover protection, stand function, and business-style appearance | Lamination stability, fold accuracy, and long-term shape control |
| Coupling interface | Connects shell and folio through magnetic or hybrid retention | Alignment accuracy, pull force, shear resistance, and repeatable pairing |
The coupling interface is the most critical engineering zone. It controls how the shell attaches, how the folio supports the device, how easily the user detaches the system, and whether the product remains stable during transport.
A detachable modular case should not be evaluated only by its surface material or magnetic strength. It should be evaluated as a shell-folio mechanical system.
Protective Shell Engineering
The protective shell is not just an inner holder. In a detachable modular system, it becomes a standalone case when the folio is removed.
This means the shell must provide independent protection and usability. It should hold the iPad securely, maintain stable edge geometry, protect corners, allow port and button access, and remain rigid enough to reconnect accurately with the folio module.
Important shell requirements include:
- Structural rigidity
- Flatness stability
- Accurate iPad fit
- Corner protection
- Shell-only grip comfort
- Pencil support where required
- Keyboard compatibility was required
- Consistent coupling surface geometry
Shell warpage is one of the most common causes of modular instability. Even a small curvature change can reduce magnetic contact, cause corner separation, or create inconsistent attachment feel.
For this reason, shell molding quality is not only a protection issue. It is part of the modular coupling system.
Folio Module Engineering
The folio module provides cover protection, folding stand functionality, brand appearance, and travel protection. In detachable systems, however, it also serves as one side of the coupling interface.
The folio must remain flat and dimensionally stable after lamination, folding, heat pressing, packaging, and repeated use. If the folio board bends or the surface material compresses unevenly, the shell may no longer sit flush against the coupling plane.
Important folio requirements include:
- Stable lamination
- Controlled fold geometry
- Anti-warp reinforcement
- Consistent material compression
- Accurate magnet placement
- Stand-angle stability
- Packaging pressure resistance
A premium leather or PU surface may look correct visually, but the internal reinforcement and lamination structure determine whether the folio can support long-term modular alignment.
Coupling Interface System
The coupling interface is the functional bridge between the protective shell and the folio module.
This interface may use magnets only, or it may combine magnets with shallow mechanical guidance, edge alignment ribs, reinforcement zones, or anti-slip structures. The goal is not simply to make the shell “stick” to the folio. The goal is to create a controlled attachment experience that is stable, repeatable, and easy for the user to operate.
A well-engineered coupling interface should provide:
- Secure attachment
- Smooth self-alignment
- Controlled detachment
- Resistance to sideways sliding
- Stable corner contact
- Repeatable shell-folio positioning
- Consistent feel across production batches
This is where many low-quality detachable systems fail. They may use strong magnets, but without correct geometry and shear resistance, the shell can still slide or shift during real use.
Modular Architecture Types
Full Detachable Modular System
A full detachable modular system uses an independent protective shell and a fully removable folio module. The shell can be used alone, and the folio can be attached or removed as needed.
This structure is best for:
- Premium accessory brands
- Productivity-focused iPad ecosystems
- High-end retail positioning
- Business travel collections
- Differentiated OEM/ODM product lines
Engineering priorities include:
- Coupling-plane flatness control
- Controlled vertical pull force
- Lateral shear resistance
- Shell-only protection
- Pair-based QC
- Repeated attach/detach durability
The risk profile is high because the shell and folio are fully independent. Both parts must function separately and together. If either side has poor flatness or dimensional drift, the full system may feel unstable.
Semi-Modular System
A semi-modular system keeps part of the shell or folio structure integrated while allowing selected components to detach.
This structure is best for:
- Mid-tier OEM programs
- Cost-sensitive modular products
- Cross-border e-commerce projects
- Buyers who want modular functionality with lower risk
Engineering priorities include:
- Reduced interface complexity
- Simplified magnet layout
- Controlled hinge interaction
- Stable partial coupling
- Easier assembly repeatability
Semi-modular structures usually have lower tooling and QC complexity than full detachable systems. They are often a practical option when buyers want a modular selling point but do not need complete shell-folio independence.
Keyboard-Compatible Modular System
A keyboard-compatible modular system is designed to operate alongside external keyboard ecosystems while preserving detachable folio usage.
The engineering focus includes:
- Keyboard-interface accessibility
- Shell thickness optimization
- Back-panel magnetic accessibility
- Magnetic zoning isolation
- Accessory clearance control
- Detached shell stability
This type of product requires early planning. The shell must protect the iPad, connect reliably to the folio, support the intended keyboard ecosystem, and avoid interference with Pencil attachment or magnetic accessory positioning.
If keyboard compatibility is added late in development, the product may require a major structural redesign.
Buyer Decision Shortcut: Which Modular Structure Fits Your Project?
Different buyers need different modular structures. A semi-modular system may be more practical for an entry OEM project, while a premium productivity brand may need full detachable or keyboard-compatible architecture.
| Buyer Tier | Recommended Structure | Why |
|---|---|---|
| Entry OEM | Semi-modular system | Lower tooling complexity, easier QC, better cost control |
| Mid-range OEM | Full detachable modular system | Better user flexibility and stronger product differentiation |
| Premium brand | Full detachable or keyboard-compatible modular system | Supports premium positioning, productivity usage, and higher perceived value |
| Enterprise or productivity project | Keyboard-compatible modular system | Better fit for office, education, and multi-accessory ecosystems |
| Replacement-module program | Full detachable system with random-pair compatibility | Allows spare shells, folio replacement, or color-mix systems |
This table should be used as a starting point. Final structure selection should also consider the target iPad model, material stack, launch budget, MOQ, packaging method, and required QC level.
Engineering Benchmark Reference for Detachable Modular iPad Cases
The following values can be used as early-stage engineering references during sampling discussions. They should not be treated as universal standards, because the final target depends on iPad size, shell weight, magnet layout, folio material stack, keyboard compatibility, and user experience requirements.
| Engineering Item | Reference Target | Why It Matters |
|---|---|---|
| Vertical pull force | 0.8–1.5 kgf depending on iPad size and shell weight | Controls intentional detachment and one-handed usability |
| Lateral shear resistance | Medium-high resistance under bag movement and handheld-use simulation | Prevents shell sliding after attachment |
| Coupling-plane flatness | Target deviation below 0.3 mm in critical coupling zones | Reduces corner lift, uneven contact, and force variation |
| Magnet depth variation | Controlled within project-specific tolerance | Prevents inconsistent detach feel and pair mismatch |
| Shell-folio visible offset | Minimal visible offset after repeated attachment | Maintains premium appearance and alignment confidence |
| Detached-mode retention | Stable shell-only handling after repeated attach/detach cycles | Confirms the shell works independently |
This pull-force reference is different from the standard folio closure force. Detachable modular systems require separate pull-force and shear-resistance evaluation.
These benchmarks should be confirmed through prototype testing, pilot production, and batch QC before mass production.
Core Engineering Principles of Modular Systems
Vertical Pull-Force Control
Vertical pull force defines intentional detachment behavior. It controls how easily the user can pull the shell away from the folio.
If the force is too high, the product may feel difficult to operate. Users may need two hands or excessive effort to detach the shell. This reduces the convenience that modular products are supposed to provide.
If the force is too low, the shell may separate accidentally during transport, handling, or backpack movement. This creates a weak product impression and may increase damage risk.
The correct pull-force target depends on:
- iPad size and weight
- Shell material and rigidity
- Folio structure
- Magnet layout
- Intended user scenario
- One-hand removal requirement
- Travel or office positioning
Unlike standard folio closure force, modular systems require multi-directional force calibration, including vertical pull force and lateral shear resistance.
Lateral Shear Resistance
Lateral shear resistance determines how well the shell resists sliding sideways after attachment.
This is a critical differentiator between standard magnetic folios and detachable modular cases. A product may feel strong when pulled straight away from the folio, but still slide under lateral movement.
In many detachable modular projects, shear-related instability appears more often than simple vertical pull-force failure.
Common shear failure symptoms include:
- Edge offset after carrying
- Shell sliding inside bags
- Corner separation
- Uneven reattachment feel
- Misalignment after repeated use
- Reduced premium perception
Professional modular designs often use more than raw magnetic force. They may include micro-alignment ribs, shallow positioning features, corner stabilization zones, reinforced coupling areas, or anti-slip material zones to improve lateral stability.
For buyers, this means one simple question is not enough: “Are the magnets strong?”
A better question is: “How does the supplier test lateral shear resistance after attachment?”
Snap Alignment Behavior
A well-engineered detachable modular case should self-align during attachment.
When the user brings the shell close to the folio, the components should guide themselves into the correct position in one smooth motion. The attachment should feel controlled and repeatable, not harsh or uncertain.
Target snap alignment behavior includes:
- Smooth magnetic guidance
- Single-motion attachment
- No manual correction
- Stable corner positioning
- Repeatable alignment angle
- Consistent user feel across units
Poor snap alignment makes the product feel unfinished. Users may need to push or adjust the shell manually after attachment. This problem is especially damaging in premium retail products, where tactile experience strongly affects perceived quality.
Coupling-Plane Flatness Control
The coupling plane is the surface area where the protective shell and folio module meet. In detachable modular products, this plane must remain geometrically stable.
Even small deviations can create system-level instability.
| Deviation Type | Common Cause | Result |
|---|---|---|
| Shell warpage | Molding stress or uneven cooling | Corner lift or unstable magnetic contact |
| Folio deformation | Lamination stress or material rebound | Uneven shell-folio contact |
| Magnet depth drift | Embedding inconsistency or adhesive variation | Force variation |
| Material compression | Leather, PU, or lining pressure changes | Long-term misalignment |
| Reinforcement imbalance | Uneven structural support | Shell rocking or edge separation |
Flatness is a system-level requirement, not only a component-level specification. A shell may pass dimensional inspection alone, and a folio may pass visual inspection alone, but the paired product may still fail if the coupling plane is not stable.
Suggested image:
Cross-section diagram of the shell-folio coupling plane
Alt text: Detachable modular iPad case shell folio coupling plane showing magnet depth and flatness control
Factory Observation: Shell Sliding Issue in Pilot Production
In one pilot-production review for a detachable modular iPad case, the product showed stable vertical attachment force during initial testing. However, after repeated handling and short-term use simulation, the shell developed progressive lateral movement against the folio module.
The issue was not caused by insufficient magnetic strength. Root cause analysis showed that the coupling magnets provided enough vertical retention, but the system lacked lateral stabilization. The shell rib geometry also allowed micro-shift under load.
Engineering corrections included:
- Adding micro-alignment ribs at the shell edge
- Adjusting magnet spacing geometry
- Introducing shear-resistance zones in the folio laminate layer
- Reviewing coupling-plane flatness after assembly
During follow-up validation, the sliding issue was resolved while the original attachment felt largely unchanged.
This example demonstrates an important principle: modular failures often originate from geometry and interface control, not magnet strength alone.
Risk Summary: What Can Go Wrong in Detachable Modular Production?
Detachable modular iPad cases usually fail at the interface, not on the visible surface. Many problems are caused by small geometry, material, or QC variations that accumulate during production.
| Risk | Where It Happens | How to Avoid It |
|---|---|---|
| Shell sliding | Coupling interface | Add shear-resistance features and test lateral movement |
| Corner separation | Shell-folio contact plane | Control shell flatness and folio reinforcement |
| Inconsistent detach feel | Magnet depth and pair matching | Use magnet-depth control and matched-pair QC |
| Poor reattachment experience | Coupling geometry | Improve snap alignment and positioning guidance |
| Detached-mode weakness | Shell structure | Test shell-only rigidity, grip, and protection |
| Pencil or keyboard interference | Magnetic and accessory zones | Validate in both attached and detached modes |
| Shipping deformation | Packaging pressure | Review compression and transport simulation before shipment |
The best prevention is to validate the modular case as a complete system during sampling, pilot production, QC, and packaging.
For buyers, this section is also a practical supplier-screening tool. If a manufacturer cannot explain how it prevents shell sliding, corner separation, pair mismatch, and packaging deformation, it may not be ready for premium detachable modular production.
Tolerance Stack-Up in Modular Systems
Detachable modular systems amplify small variations across multiple components.
In a standard folio case, a small material variation may only affect appearance or cover feel. In a modular system, the same variation can change the coupling distance, shift magnet alignment, reduce shear resistance, or create inconsistent detachment behavior.
Key tolerance stack-up contributors include:
- Shell molding variance
- Folio lamination thickness drift
- Magnet embedding depth variation
- Adhesive compression inconsistency
- Reinforcement layer imbalance
- Surface material compression
- Edge wrapping pressure
- Tool wear during mass production
The most important point is that these variations interact. A slightly warped shell, a slightly compressed folio layer, and a small magnet-depth deviation may each pass individual inspection. Together, they may create interface instability.
A reliable detachable modular manufacturer must evaluate tolerance as a complete system behavior, not as isolated component dimensions.
Pair-Based QC System
Modular systems require system-level QC, not only unit-level QC.
In a standard integrated case, the product is usually inspected as one finished unit. In a detachable modular case, the protective shell and folio module must be inspected separately and together.
A qualified pair-based QC process should answer three questions:
- Does the shell meet dimensional, flatness, and functional requirements?
- Does the folio module meet lamination, magnet, and flatness requirements?
- Do the shell and folio perform correctly as a paired modular system?
This is one of the biggest differences between basic magnetic case production and professional detachable modular manufacturing.
Matched-Pair QC
Matched-pair QC means each shell is tested with its assigned folio before packaging.
The inspection should include:
- Shell-folio alignment
- Detach force consistency
- Lateral shear behavior
- Corner stability
- Stand function
- Visible offset
- Packaging pressure review
Matched-pair production is often suitable for premium packaged products where the shell and folio are sold as one complete set. It allows the factory to confirm the exact pair that the customer will receive.
Random-Pair Compatibility
Random-pair compatibility means any shell from the same production batch should work acceptably with any folio from that batch.
This is a more advanced requirement. It is useful when buyers want replacement modules, color-mix systems, spare folio modules, or after-sales part programs.
Random-pair compatibility requires tighter control over:
- Shell flatness
- Folio flatness
- Magnet depth
- Coupling geometry
- Material thickness
- Tooling consistency
- Batch-to-batch tolerance drift
Buyers should define this requirement early. A product designed only for matched-pair packaging may not automatically support interchangeable modules.
Serialized Pair Tracking
Serialized pair tracking is used in premium modular systems where traceability matters.
It can support:
- High-end brand QC
- Replacement module programs
- After-sales support
- Batch traceability
- Failure analysis
- Customer service investigation
Not every detachable project needs serialized tracking. However, for complex modular systems, buyers and suppliers should decide whether the product will be managed as matched pairs, interchangeable modules, or serialized modular sets.
Detached-Mode Validation
Many modular failures occur when the shell is used alone.
A detachable case that performs well only in assembled mode is incomplete. The shell must remain functional after the folio is removed.
Detached-mode validation should include:
- Shell-only drop protection review
- Shell rigidity under hand pressure
- Independent grip stability
- Port and button access
- Travel and backpack simulation
- Repeated attach/detach cycles
- Reattachment after shell-only use
- Pencil or keyboard behavior, where applicable
This testing is often ignored in low-cost modular projects. A sample may look stable when the shell and folio are assembled, but fail when the user carries the iPad in shell-only mode.
For productivity users, detached-mode performance is one of the main reasons to buy a modular case. It should be treated as a core requirement, not an optional feature.
Apple Pencil and Accessory Compatibility Validation
Detachable modular systems must be validated in both attached and detached configurations.
The challenge is not only whether the Apple Pencil can attach to the iPad. The supplier must also check whether coupling magnets, shell thickness, edge geometry, and detached-mode handling affect Pencil stability or charging behavior, depending on the target iPad and Pencil model.
Important validation points include:
- Pencil attachment in assembled mode
- Pencil attachment in shell-only mode
- Magnetic-zone separation between the coupling magnets and the pencil area
- Edge geometry near the Pencil position
- Pencil stability during movement
- Keyboard or accessory clearance where required
For a deeper explanation of Pencil charging interference, see Pellove’s guide: Why Leather iPad Cases Affect Apple Pencil Charging Performance.
Material Behavior in Coupling Zones
In detachable modular products, material choice should be evaluated by how it affects coupling-zone stability, not only by appearance or handfeel.
Leather, PU, microfiber, adhesive, reinforcement boards, shell plastics, and lining materials all influence the way the modular interface behaves after lamination, pressure, heat, packaging, and repeated attachment cycles.
| Material Zone | Requirement | Risk if Poorly Controlled |
|---|---|---|
| Shell body | Rigidity and flatness | Warping, corner lift, unstable alignment |
| Folio layer | Compression stability | Deformation or uneven coupling feel |
| Adhesive layer | Uniform thickness | Force inconsistency or localized bulging |
| Reinforcement layer | Anti-bending support | Alignment drift or folio bending |
| Inner lining | Stable thickness and surface behavior | Shell shift or inconsistent attachment |
Full-grain or top-grain leather can be used in premium detachable projects, but the leather should not create uncontrolled thickness in the coupling zone. Many designs require localized skiving, reinforcement control, or engineered lining materials around the modular interface.
PU leather and microfiber composite materials are often easier to control in high-volume modular production because they usually offer more consistent thickness and compression behavior. The right material choice depends on the buyer’s product positioning, target cost, visual standard, and functional tolerance requirements.
OEM/ODM Development Workflow
Detachable modular iPad case development should begin with engineering targets, not only appearance design.
Step 1: Define Modular Architecture
The buyer and manufacturer should confirm:
- Target iPad model and generation
- Full detachable, semi-modular, or keyboard-compatible structure
- Shell-only usage requirement
- Folio stand requirement
- Pencil requirement
- Keyboard or accessory requirement
- Target detach feel
- Product positioning
- MOQ and launch schedule
Without a clear architecture definition, quotation and sampling can become inaccurate. A vague request such as “detachable magnetic iPad case with leather cover” is usually not enough.
Step 2: Design the Coupling System
The coupling system should be designed around both user experience and production consistency.
Key design decisions include:
- Magnet layout
- Coupling-plane geometry
- Pull-force target
- Shear-resistance strategy
- Flatness tolerance
- Magnet-depth tolerance
- Pairing method
- Assembly fixture requirements
The supplier should review how the shell and folio behave during attachment, detachment, transport, and repeated use. Static magnetic strength alone is not enough.
Step 3: Validate Prototypes Separately and Together
Detachable prototypes should be tested in three states:
- Shell only
- Folio only
- Shell and folio together
The shell must protect and function independently. The folio must remain flat and stable by itself. The combined system must align, attach, detach, and resist sliding consistently.
Testing only the assembled product may hide important risks.
Step 4: Build Tooling and Fixtures
Detachable modular production usually requires more than standard cutting, lamination, and assembly tools.
Depending on the structure, production may require:
- Shell molding tools
- Magnet positioning jigs
- Flatness calibration fixtures
- Folio lamination fixtures
- Detach-force testers
- Shear-resistance test setup
- Pairing-line inspection process
Fixtures are especially important because detachable modular systems depend on repeatable interface geometry. Manual assembly without controlled fixtures increases batch variation.
Step 5: Run Pilot Production
Pilot production should use real materials, real operators, real fixtures, and real packaging methods.
The pilot run should validate:
- Shell flatness consistency
- Folio lamination stability
- Coupling-force consistency
- Shear-resistance behavior
- Matched-pair performance
- Random-pair performance if required
- Packaging pressure resistance
- Functional performance after repeated attachment and detachment
A prototype sample may pass because it was assembled with extra care. Pilot production shows whether the design can survive real manufacturing conditions.
QC Framework for Modular Systems
A detachable modular iPad case requires an independent QC framework beyond standard visual inspection.
| QC Area | What to Check |
|---|---|
| Shell flatness | No warpage that affects coupling or shell-only use |
| Folio lamination | No board bending, material rebound, or corner lift |
| Coupling alignment | Shell and folio attach without a visible offset |
| Detach force | Removal feel is consistent and user-friendly |
| Shear resistance | The shell does not slide under normal movement |
| Corner stability | No shell-folio separation at corners |
| Pair matching | Matched pairs perform consistently across units |
| Random-pair compatibility | Required if interchangeable modules are part of the product plan |
| Detached-mode function | Shell works independently without folio support |
| Pencil and accessory behavior | Pencil, keyboard, or accessory requirements are preserved |
| Packaging pressure | The product does not deform during packing or transport |
Packaging should be treated as a functional engineering step, not logistics only. If package pressure bends the folio module or compresses the coupling zone, a product that passes factory QC may arrive with alignment instability.
Pellove Validation System for Detachable Modular Cases
For detachable modular iPad case projects, Pellove recommends validating the product as a complete shell-folio system rather than checking each component only by appearance.
The purpose of validation is to confirm that the shell, folio, coupling interface, accessory zones, and packaging structure remain stable under real usage and production conditions.
Testing System
The validation process may include:
- Vertical pull-force testing
- Lateral shear-resistance testing
- Repeated attach/detach cycle review
- Shell-only handling validation
- Shell flatness and rigidity review
- Folio lamination stability review
- Backpack or transport movement simulation
- Apple Pencil or keyboard compatibility testing where required
- Packaging compression review
These tests help identify whether the product fails because of magnet layout, material compression, shell warpage, folio deformation, or pairing inconsistency.
QC Stations
A detachable modular production line should include dedicated QC checkpoints, such as:
- Shell flatness inspection
- Folio lamination inspection
- Magnet polarity and position check
- Magnet-depth consistency check
- Shell-folio alignment station
- Matched-pair QC station
- Detached-mode functional check
- Final functional validation before packaging
For premium projects, the QC process may also include random-pair compatibility review or serialized pair tracking, depending on the buyer’s replacement-module and after-sales requirements.
Fixture System
Fixtures help reduce operator variation during mass production. Depending on the product structure, Pellove may use or develop:
- Shell positioning fixtures
- Magnet placement jigs
- Coupling-plane flatness fixtures
- Folio lamination alignment fixtures
- Detach-force test fixtures
- Shear-resistance review fixtures
- Packaging pressure review templates
A detachable modular system is difficult to stabilize through manual judgment alone. Fixtures help make attachment feel, alignment, and pair consistency more repeatable across production batches.
Supplier Evaluation Criteria
A qualified detachable modular iPad case manufacturer must demonstrate more than leather workmanship or basic magnet assembly capability.
Buyers should evaluate whether the supplier can control the modular system as a complete mechanical interface.
| Supplier Capability | Why It Matters |
|---|---|
| Coupling engineering capability | Controls attachment, detachment, alignment, and shear behavior |
| Shell flatness control | Prevents warpage, corner lift, and unstable contact |
| Magnet depth control | Reduces inconsistent force and pair mismatch |
| Flatness calibration system | Ensures shell and folio contact evenly |
| Pair-based QC | Confirms the real packaged system performs correctly |
| Detached-mode testing | Validates shell-only use and real user behavior |
| Prototype iteration support | Allows structural improvement before tooling |
| Packaging deformation control | Prevents shipment-related interface instability |
A reliable supplier should be able to explain how it tests shell-folio coupling, not only whether magnets are installed.
RFQ Requirements for Buyers
Detachable modular RFQs should include detailed functional requirements. The more precise the RFQ, the more accurate the supplier’s quotation, sample plan, tooling estimate, and QC proposal will be.
Buyers should specify:
- Target iPad model and generation
- Modular architecture type
- Shell material requirement
- Folio surface material
- Material stack requirements
- Pencil requirement
- Keyboard or accessory requirement
- Detach-force expectation
- Shear-resistance expectation if available
- Pairing strategy
- Matched-pair or random-pair requirement
- Logo customization method
- Packaging requirement
- MOQ target
- Timeline
- Testing standards
- Compliance requirements
- Target price range
Matched-pair production means each shell is packaged with a tested folio. Random-pair compatibility means any shell and folio from the same batch should work together within tolerance.
This distinction should be discussed early because it affects tooling tolerance, QC workload, packaging management, and after-sales strategy.
Industry Direction
Detachable modular iPad cases are evolving from simple accessory designs into engineered modular systems.
Key industry directions include:
| Trend | Manufacturing Impact |
|---|---|
| Thinner coupling structures | Requires stronger shell rigidity and better interface control |
| Multi-accessory ecosystems | Requires planning for keyboards, stands, Pencil, and magnetic accessories |
| Sustainable materials | Increases demand for recycled PC, vegan leather, and lower-impact lamination systems |
| Stricter QC systems | Pushes factories toward force testing, flatness fixtures, and pair tracking |
| Modular replacement programs | Requires stronger random-pair compatibility and spare-part management |
The category is shifting from accessory styling to engineering system design. Buyers who understand this shift are more likely to select suppliers capable of stable premium production.
Conclusion
Detachable modular iPad cases represent a transition from traditional accessory manufacturing to system-level engineering production.
Success depends on controlling mechanical coupling behavior, multi-component tolerance interaction, dual-mode validation, and pair-based QC systems. A modular case must work as a complete shell-folio system, not only as two attractive parts connected by magnets.
Manufacturers that treat modular systems as simple magnetic cases are more likely to face consistency problems during scale production. Manufacturers that treat them as engineered coupling systems can achieve more stable alignment, better user experience, and stronger premium positioning.
Pellove supports OEM and ODM development of detachable modular iPad cases for brands, wholesalers, and accessory companies. Our team can help review modular structure, material stack selection, shell-folio coupling, magnet layout, Pencil or keyboard requirements, sample validation, logo customization, packaging design, and production planning.
FAQ
Are detachable modular iPad cases weaker than integrated folios?
No. A properly engineered detachable modular iPad case can be stable and durable. The key is coupling-zone reinforcement, flatness control, calibrated retention, lateral shear resistance, and pair-based QC. Weakness usually comes from poor design or production control, not from the detachable concept itself.
Why is detachable modular iPad case production more difficult?
Detachable modular production is more difficult because two independent components must repeatedly attach, detach, and realign under real use conditions. The manufacturer must control shell flatness, folio flatness, magnet depth, pull force, shear resistance, and pair consistency at the same time.
What is the difference between vertical pull force and lateral shear resistance?
Vertical pull force controls how easily the shell separates from the folio when pulled away. Lateral shear resistance controls whether the shell slides sideways after attachment. A stable, detachable modular case needs both.
What pull force is suitable for detachable modular iPad cases?
For early sampling discussions, 0.8–1.5 kgf may be used as a reference range depending on iPad size, shell weight, magnet layout, folio structure, and user experience requirements. The final pull-force target should be confirmed through prototype testing and pilot production.
Why do detachable iPad cases slide after attachment?
Sliding usually comes from weak lateral shear resistance, insufficient alignment geometry, shell warpage, magnet-depth variation, or poor coupling-plane flatness. Strong magnets alone may not prevent sideways movement.
What is matched-pair QC?
Matched-pair QC means each protective shell is tested with its assigned folio module before packaging. The factory checks alignment, detach feel, corner stability, shear resistance, stand function, and visible offset as a complete system.
When is random-pair compatibility required?
Random-pair compatibility is required when buyers want replacement shells, interchangeable folio modules, color-mix systems, or modular after-sales programs. It requires tighter tolerance control than matched-pair production.
Can detachable modular iPad cases support Apple Pencil?
Yes. Apple Pencil behavior should be validated in both attached and detached modes. The supplier must review magnetic-zone separation, shell edge geometry, Pencil retention, and charging or storage behavior depending on the target iPad and Pencil model.
Can detachable modular iPad cases work with keyboards?
Yes. Keyboard-compatible detachable cases can be engineered to preserve keyboard-interface access, magnetic alignment, and accessory clearance. This requirement should be defined before structural design begins.
What should buyers include in an RFQ for detachable modular iPad cases?
Buyers should include the iPad model, modular architecture type, shell material, folio material, Pencil or keyboard requirements, detach-force expectations, pairing strategy, packaging requirements, MOQ, timeline, testing standards, and target price range.
Related iPad Case Manufacturing Guides
Detachable modular iPad case projects should be planned together with the main leather iPad case manufacturer guide, the magnetic iPad case manufacturing guide, and the leather iPad case category. For production planning, also review MOQ for custom leather goods, the leather goods quality checklist, and Apple Pencil charging performance.